 HAI UNA RICHIESTA?
HAI UNA RICHIESTA? 

I pavimenti in resina per l’industria chimico-farmaceutica e alimentare condividono numerose caratteristiche fondamentali che li rendono ideali per ambienti altamente esigenti in termini di igiene, sicurezza e durabilità.
Principali similarità tra pavimenti in resina per chimico-farmaceutico e alimentare:
- Continuità e assenza di fughe: I pavimenti sono realizzati come superfici monolitiche, senza giunti, spesso con raccordi arrotondati tra pavimento e pareti (sgusce), per evitare accumuli di sporco, polvere e batteri e facilitare la sanificazione. Questo formato è essenziale in ambienti asettici.
- Elevata resistenza chimica: Devono sopportare l’aggressione di acidi, sostanze corrosive, detersivi, disinfettanti e solventi senza deteriorarsi, garantendo lunga durata anche in presenza di sostanze difficili da gestire.
- Igiene e batteriostaticità: Le resine sono progettate per essere antibatteriche e facilmente decontaminabili, contribuendo a mantenere l’ambiente sterile necessario sia nell’industria farmaceutica che alimentare.
- Resistenza meccanica e termica: Oltre a resistere a carichi pesanti e abrasioni dovute al passaggio di muletti o carrelli, possono tollerare shock termici e temperature estreme, come lavaggi a caldo, fondamentali per la pulizia negli ambienti alimentari e farmaceutici.
- Facilità di pulizia e manutenzione: Le superfici lisce e impermeabili permettono frequenti lavaggi e sanificazioni rapide ed efficaci, riducendo i tempi di fermo produzione e prevenendo contaminazioni.
- Sicurezza antiscivolo: I pavimenti sono realizzati con caratteristiche antisdrucciolo conformi alle normative di sicurezza sul lavoro, essenziali in ambienti operativi dove l’umidità è frequente.
- Personalizzazione e certificazioni: È possibile scegliere diversi colori e finiture, oltre a utilizzare resine certificate come atossiche e conformi a standard internazionali, fondamentali in settori regolamentati come quello alimentare e farmaceutico.
- Installazione efficiente: La resina si può applicare anche su supporti preesistenti con interventi minimamente invasivi, riducendo tempi e costi di fermo attività, un vantaggio importante per industrie che richiedono continuità produttiva


La soluzione
Mapefloor CPU/MF è un formulato a base di poliuretanocemento tricomponente, idoneo per rivestimenti protettivi di pavimentazioni industriali soggette a traffico medio-pesante ed elevate aggressioni chimiche, ad alta resistenza chimica e meccanica, autolivellante, per rivestimenti di pavimentazioni industriali in spessori compresi tra 3 e 6 mm. Disponibile nei colori grigio, beige, rosso ossido, verde e ocra.
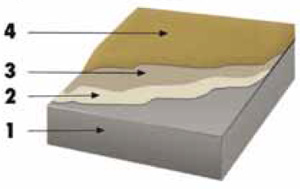
1 Supporto preparato meccanicamente.
2 Rasatura con resina poliuretano cementizia colorata spolverata a rifiuto con quarzo sferoidale.
3 Seconda rasatura con resina poliuretano cementizia colorata spolverata a rifiuto con quarzo sferoidale.
4 Ultima rasatura con resina poliuretano cementizia colorata.